案例概览
玻璃钢(GFRP)废料经ZFS-250低速研磨至60-70目的验收试机全流程案例。展示低速无刀揉搓挤压工艺处理玻璃钢废料的实际效果。
一、物料与目标
| 物料类型 | 玻璃钢(GFRP)废料 |
|---|---|
| 初始状态 | 玻璃纤维增强塑料块料/边角料,硬度高,含树脂基体 |
| 物料来源 | 客户来料验收试机 |
| 核心难点 | 玻璃钢硬度高且含韧性树脂——传统高速切削刀具磨损快,粉尘量大 |
| 目标目数 | 60-70目(约212-250μm) |
| 下游用途 | SMC/BMC模压填料、建筑材料增强填料 |
二、案例图示
采用“原料 / 现场图 / 成品”三图结构展示实际处理过程。后续如果你替换为水印版或压缩版图片,只需覆盖同路径发布图即可。

原料
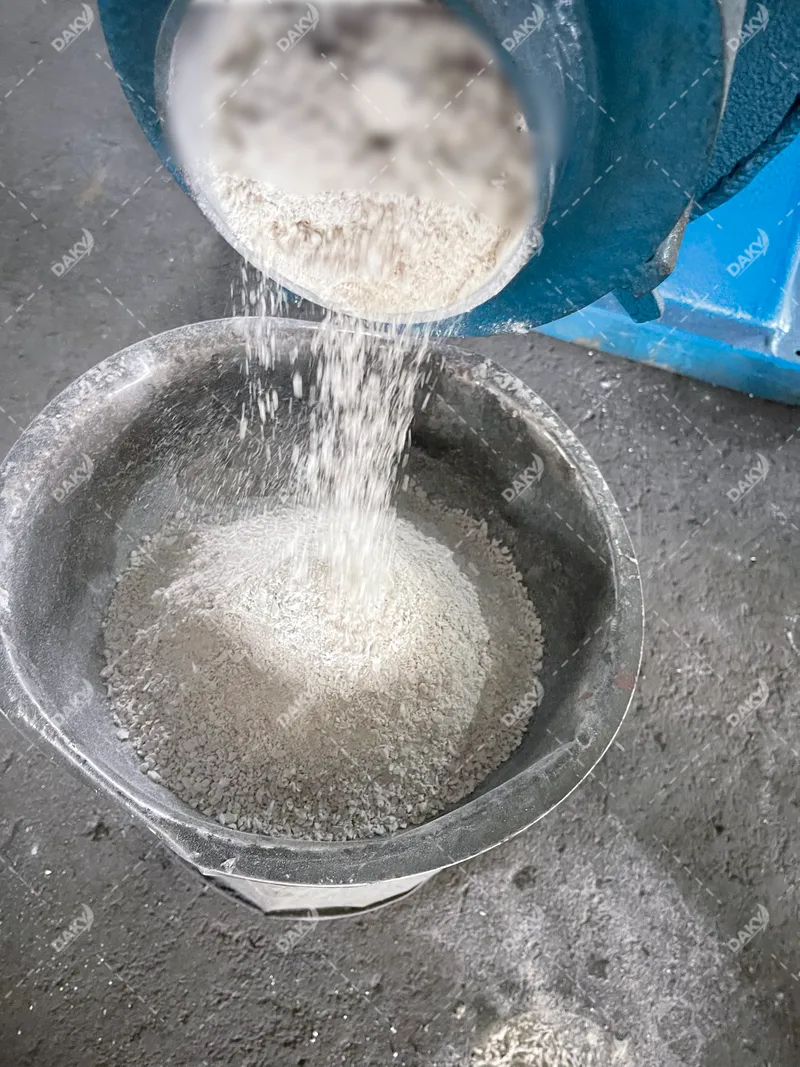
现场图
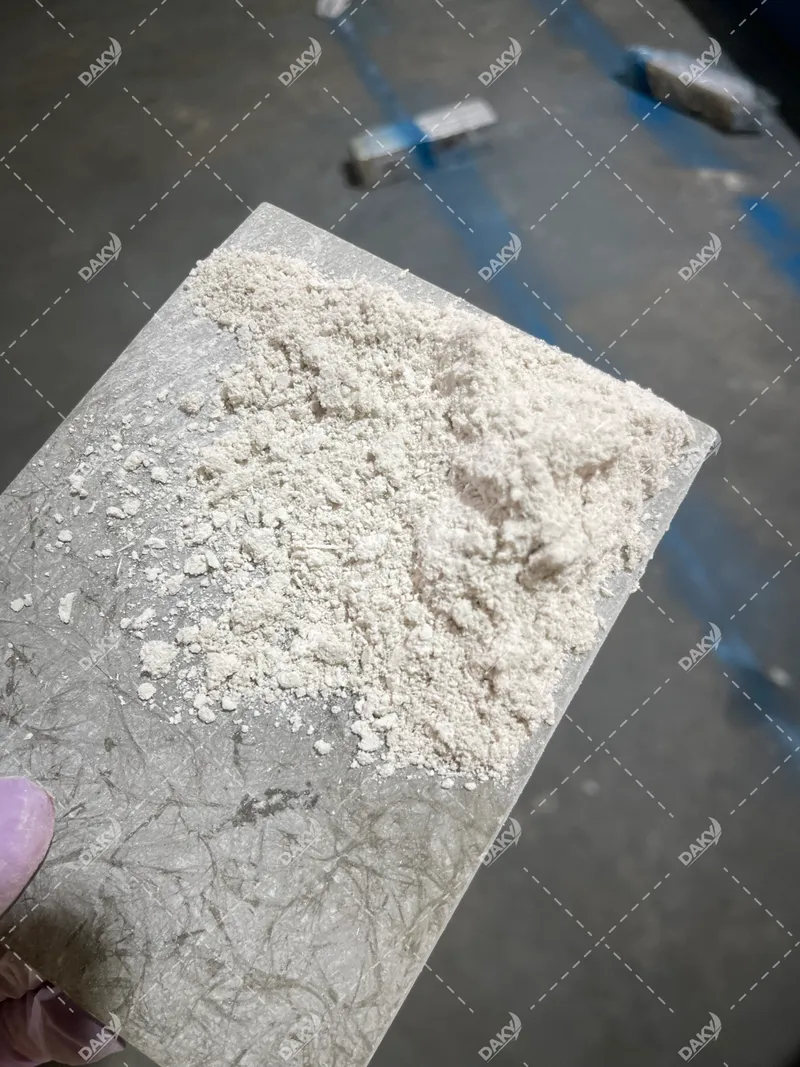
成品
三、设备配置
- 核心设备:ZFS-250 玻璃钢磨粉机
- 工艺路线:块料直接进料 → 低速无刀揉搓挤压研磨 → 60-70目筛分出料
- 辅助系统:全封闭设计 + 除尘接口
四、工艺要点
低速低应力研磨
ZFS-250 采用低速无刀揉搓挤压工艺——区别于高速冲击粉碎,通过物料间相互挤压实现尺寸缩减,减少对金属刀具的依赖,降低高硬度 GFRP 对设备的磨损。
纤维保护
低速研磨使玻璃纤维沿径向脆性断裂,在 60-70 目出料中保留一定纤维骨架结构,有利于下游 SMC/BMC 模压制品的力学性能。
无尘环保
全封闭设计配合除尘接口,有效控制玻璃钢粉尘,满足车间环保标准。
五、成品结果
- 出料状态:60-70目均匀粉末,含短玻纤和树脂微粒,无大块残留
- 粉末特性:玻璃纤维短纤骨架保留,适合作为模压增强填料
- 适用场景:SMC/BMC模压填料、建筑增强材料、复合材料再生填料
六、关联资源
相关场景